新闻资讯
News and Information
服务热线:0769-81767686
QQ:1732653243
QQ:1010982152
传真:0769-81767683
邮 箱:youhuimold@163.com
公司地址:中国 • 广东省东莞市长安镇沙头中坊草塘街9号101室
精密钨钢冲头简称“冲子”、刀口镶件简称“入子”,在冲压模具结构设计中是非常重要的存在,只要这里出现一点点问题,就会直接影响产品质量。
冲子设计原则
一、冲子结构理论
精密钨钢冲头在模具中的表现形式很多,对于截面是圆形的冲子结构已有国家标准。对于非圆形断面的冲子结构需要根据产品形状、料带工艺分刀后来确定。
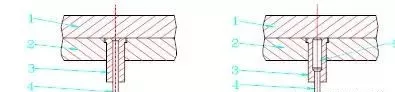
1、圆形凸模的结构形式
目前模具中常见的圆形冲子结构形式有如下几种

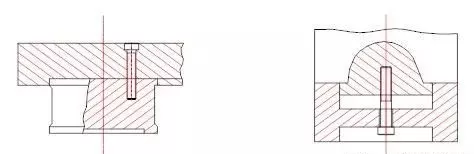
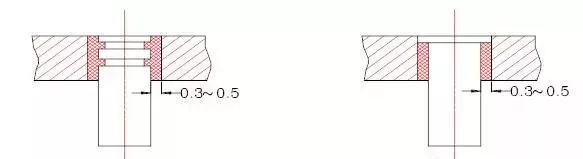
对于圆冲,可以简单的理解为“A”冲、“T”冲。其区别在于冲头分为一阶、二阶、三阶。T冲一般使用于冲孔比较大的情况,而A冲属于T冲的修改版,使用于冲孔较小位置。当冲裁料厚与孔径相近的小孔凸模结构,为了提高纵向抗弯曲能力,采用护套结构形式。如下图
如果零件非常大或者冲裁有空间的冲头常采用下图结构形式,保证强度且好安装。
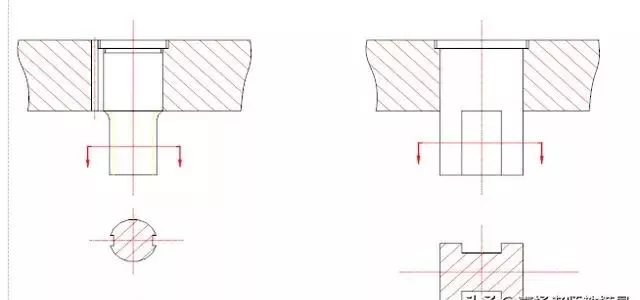
2、非圆形冲子结构
非圆形冲子需要根据工艺分刀确定形状,不过我们可以适当的理解为圆形类、方形类两种。如果工件属圆形类,则可将冲子固定部分做成圆柱形;如果工件属于方形类,则冲子固定部分也做成方形的。采用下图这样可以减小冲子制造的复杂程度,用圆柱形固定的非圆柱冲子应注意冲子的定位。一般采用打骑缝销钉来防止凸械的转劝。
3、冲子的固定形式
最常见的是采用夹板对冲子进行固定,而冲子与夹板间采用间隙配合。间隙可根据模具精度、料厚进行适当缩放,一般可取单边0.01mm。
冲子可以做成装配台阶形(直径较大的采用)。一般对中小型的凸模多采用铆头形式固定。特别是多头冲模,在彼此间距很小的情况下,用台阶式结构会互相干涉,用铆头结构就比较紧凑。
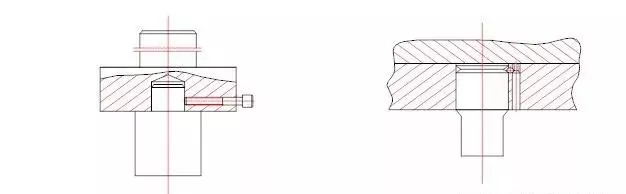
也可以将冲子与上模座直接固定。这种一般多用于冲裁较大工件固定。将冲头做成镶件快拆也是一种不错的选择。可更换的冲子固定形式,多用于冲子特别容易磨损和大型冲模中的一些小冲子。因为这些冲子容易损坏,需经常更换。
采用这种结构形式的操作更换可实现快速更换,不用拆卸整个上模,能更好的降低修模周期。另外,还有使用灌胶固定的方法,一般现在使用不多,在这里就不做详细介绍。具体如下图:
4、冲子长度的确定
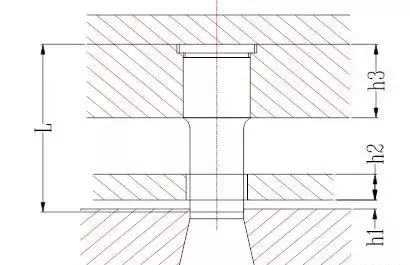
冲子长度一般根据冲模的结构来确定,理论上是看上模模板厚度来定。一般情况下,在满足结构和使用要求前下越短越好。凸模长度可按下式计算:
L=h1+h2+h3+(10~20)(mm)
h1------导尺厚度(mm)
h2------卸料板厚度(mm)
h3------凸模固定板厚度(mm)
公式中的10~20mm包括冲子进入入子深度、冲子修磨量、冲模在闭合状态下卸料板到冲子夹板间的距离。冲子长度在设计时应根据冲模的不同结构和要求加以修正。在一般情况下,冲子强度和刚度不需计算,只有冲子断面很小,被冲材料很厚而硬的情况下,才有必要对冲子强度、刚度进行校核验算。
精密钨钢冲头的设计在模具中非常重要,希望这篇文章对模具从业的初级设计人员有一点帮助。
更多精密钨钢冲头、钨钢异形件、钨钢凹凸模等各类精密钨钢零配件请咨询东莞市优辉精密模具有限公司,咨询热线0769-81767686
服务热线:0769-81767686
QQ:1732653243
QQ:1010982152
邮箱:youhuimold@163.com
公司地址:中国 • 广东省东莞市长安镇沙头中坊草塘街9号101室
精密钨钢冲头生产厂家,精密钨钢零配件设计加工价格,定制哪家好
粤ICP备15076744号
